Are you looking to perfect the durability, color stability, and mechanical performance of your silicone products? At Neosilicone, we understand that the curing (vulcanization) and post-treatment stages are critical for delivering top-tier silicone components—whether they’re medical seals, kitchenware, or wearable devices. In this blog, we’ll explore the differences between hot vulcanization and room-temperature vulcanizing (RTV) silicone, compare their costs, and dive into the vital role of secondary curing and post-cure oven temperature distribution in enhancing your parts’ final properties. Let’s tackle the questions our customers ask most often, share best practices from the factory floor, and show you how we deliver consistent, high-performance silicone every time.

1. The Basics of Silicone Vulcanization
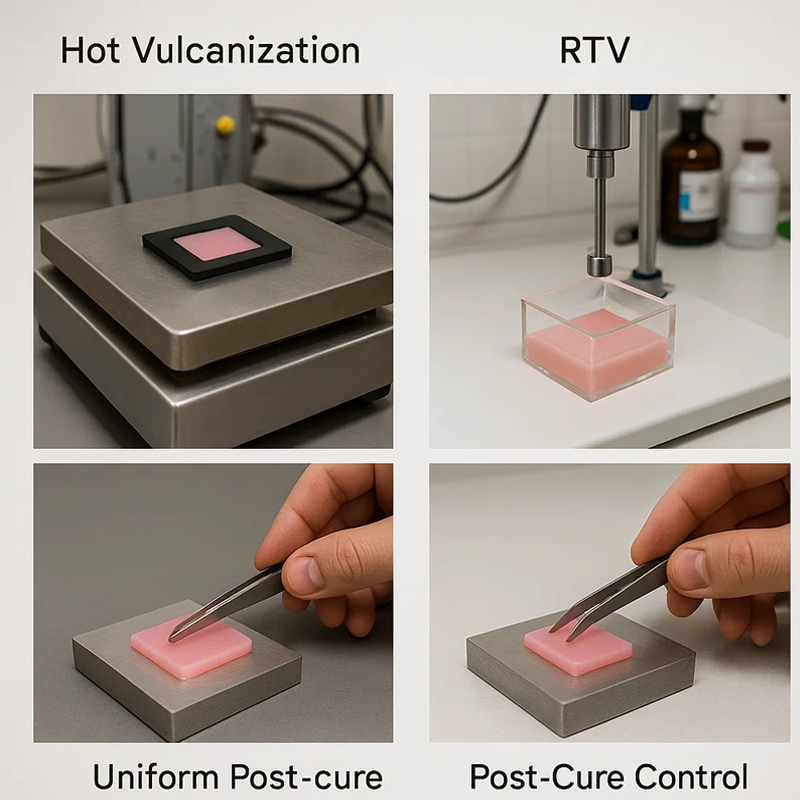
Vulcanization transforms liquid or gum silicone into solid, elastic rubber through cross-linking chemical bonds. There are two primary methods:
- Hot Vulcanization (HTV/Compression or Injection Molding): Silicone is cured under heat (usually 150–200 °C) and pressure in an oven or mold.
- Room-Temperature Vulcanization (RTV): Silicone cures at ambient conditions (20–30 °C) over hours to days, often as sealants or adhesives.
Each method has unique advantages—and trade-offs—in terms of cycle time, capital investment, and product performance.
2. Hot Vulcanization vs. RTV: Selection Criteria and Cost Comparison
Cycle Time and Throughput
- Hot Vulcanization: Typical cure cycles are 5–20 minutes per part, enabling high-volume runs on compression or LSR injection molding machines. Fast turnaround is ideal for large-scale production.
- RTV Curing: Ambient cure can take 24–72 hours for a complete cross-link, making RTV better suited for low-volume, small-batch orders or field repairs rather than mass production.
Capital and Operating Costs
- Hot Cure Equipment: Requires ovens or heated molds, plus presses equipped with temperature controls—significant upfront investment but lower labor and space costs per part.
- RTV Setup: Minimal equipment—often just a clean bench—but curing space and time are substantial. Labor costs can rise if parts must be handled or packaged mid-cure.
Material Performance
- Hot Cure Silicone: Achieves higher cross-link density, yielding superior tensile strength, tear resistance, and temperature tolerance (–60 °C to +250 °C).
- RTV Silicone: Good for sealing, potting, or quick prototyping; offers flexibility and adhesion but lower mechanical properties compared to hot-cure grades.
Neosilicone’s Approach: We guide customers to choose the ideal cure method based on volume, performance targets, and budget. For high-volume kitchenware or custom LSR keypads, we recommend hot vulcanization for consistent, robust parts. For small-batch runs or on-site applications, RTV remains a viable option.
3. The Power of Secondary Curing and Post-Cure Ovens
Even after an initial cure, silicone parts benefit tremendously from a secondary (post-) cure. This step relieves internal stresses, completes cross-linking, and drives off residual volatiles.
Temperature Distribution Matters
In uniform post-cure ovens, maintaining consistent temperature profiles (±2 °C) ensures that each part cures evenly—vital for dimensional stability and maintaining color uniformity. Hot spots or cold zones can lead to:
- Inconsistent Hardness: Varying durometer readings across batches.
- Warping or Dimensional Drift: Parts shrink or deform unpredictably.
- Surface Discoloration: Over-baking can yellow or darken pigments, affecting aesthetics.
Neosilicone’s Solution: Our ISO-certified curing ovens feature multiple zones with individual PID controllers. We map temperature profiles using calibrated thermocouples, adjusting airflows and shelving layouts to guarantee every tray experiences identical heat exposure.

4. How Curing Parameters Enhance Final Product Properties
Well-controlled curing not only affects mechanical strength but also:
- Compression Set Resistance: Lower permanent deformation under long-term compression—critical for gaskets and seals.
- Tear Strength & Elongation: Proper post-cure maximizes tear resistance, ensuring parts don’t rip under stress.
- Biocompatibility & Cleanliness: Extended cure times help eliminate unreacted ingredients, reducing risk of extractables in medical applications.
At Neosilicone, we verify these properties through systematic testing:
- Durometer Hardness (ASTM D2240)
- Tear Strength (ASTM D624)
- Compression Set (ASTM D395)
- Biocompatibility Assays (ISO 10993)

5. Addressing Your Top Production Concerns
1. “How can I avoid yellowing or discoloration in my silicone pans?”
- We recommend UV-stable pigments and tight temperature control during post-cure. Our controlled curing circuits prevent overheating that can degrade colorants.
2. “My seals lose elasticity after repeated compression—what gives?”
- Extended, properly timed post-cure cycles increase cross-link density, improving rebound and compression-set performance.
3. “We need short lead times but can’t sacrifice part quality.”
- By parallelizing molding and post-cure in dedicated zones, we achieve rapid throughput for hot-cure parts without compromising uniformity.

6. Partnering with Neosilicone for Reliable Silicone Production
At Neosilicone, we combine expert material selection, precision molding, and state-of-the-art curing technologies to deliver silicone parts that stand up to rigorous use—whether in the kitchen, the clinic, or the factory floor. Our commitment to continuous process optimization and customer collaboration ensures your silicone products remain vibrant, flexible, and consistent, batch after batch.

Ready to elevate your silicone manufacturing? Contact Neosilicone today to discuss how we can optimize your cure process, select the perfect material, and ensure your next project exceeds expectations—both in performance and longevity.